
ساخت تابلوبرق

شماره های تماس :
021-62571000
021-66661333
021-66661444
021-66661555
شبکه های اجتماعی :
0910-8008386
021-62571000
021-66661333
021-66661444
021-66661555
0910-8008386
در این بخش اطلاعاتی را درمورد ساخت تابلوبرق در اختیارتان قرارمیدهیم.
تابلو برق یک محفظه فلزی است که تجهیزات الکتریکی گوناگونی درون آن قرارمیگیرد. وظیفه اصلی تابلوهای برق، کنترل انرژی الکتریکی، حفاظت از سایر دستگاه ها و تجهیزات و کنترل ایمن و ساده سیستم برق یک مجتمع میباشد. ساخت تابلو برق نیاز به تخصص و مهارت بالایی دارد.
بدین منظور ضروریاست که:
گروهی متشکل از مهندسین خبره برق در بخش طراحی و نقشه کشی فعالیت نمایند. همچنین در خط تولید تکنسین های فنی مجرب نسبت به ساخت قطعات اقدام کنند. در نهایت به منظور مونتاژ و تست کارایی و ایمنی، وجود کارشناسان کنترل کیفیت اهمیت بالایی دارد.

در دنیای تولید صنعتی، تابلوهای کنترل الکتریکی سیستم عصبی حیاتی سیستم های مکانیکی پیچیده هستند. آنها اطمینان حاصل می کنند که تمام سیستم های الکتریکی، دستگاه ها و ماشین ها به طور موثر کنترل، نظارت و محافظت می شوند. بدون آنها، فرآیند تولید می تواند پیچیده و خطرناک باشد.
به این دلایل، طراحی، ساخت و مونتاژ تابلوی کنترل برق می تواند فرآیند پیچیده ای باشد که نیاز به توجه به جزئیات، برنامه ریزی و تخصص دارد.
به طور کلی یک تابلو برق صنعتی در کارگاه ساخت تابلو برق در طی 6 مرحله از ایده اولیه به محصول نهایی تبدیلمیشود. این مراحل به ترتیب عبارتند از:
در این مرحله پس از مذاکرات اولیه و تهیه پیشنویس قرارداد،کارشناس شرکت سازنده تابلو برق، از محل پروژه کارفرما بازدید به عملمیآورد.
سپس با ارائه اطلاعات به واحد طراحی و مهندسی، در صورت توافق روی کلیات پروژه و عقد قرارداد، کار نقشهکشی آغازمیشود.
در این مرحله بر اساس نقشه ارائهشده توسط واحد طراحی و مهندسی، گروه تولید تابلو برق اقدام به برش کاری و ساخت با فولاد ضدزنگ برای بدنه تابلو برقمینمایند.
ضخامت فولاد در این مورد به طور معمول بین 1.5 الی 2.5 میلیمتراست. تفاوت در این عدد به نوع کاربرد و محل استفاده دستگاه بستگیدارد. کارهای اولیه روی فولاد باید با دستگاه های حساس و با نهایت دقت انجام شود. این دقت و حساسیت سبب تضمین کیفیت شاسی و بدنه تابلو برقمیشود.
پس از آماده شدن بدنه، در ادامه فرآیند ساخت تابلو برق کارگران طی چند مرحله اقدام به رنگ کاری و پولیش بدنه مینمایند. به منظور دستیابی به کیفیت ایده آل، از انواع رنگهای پوششی الکترواستاتیک استفادهمیشود.
این کار در چهار ایستگاه انجاممیشود:
چربی زدایی: به کمک محلول های شیمیایی یا استفاده از سیستم اولتراسونیک سطح فولاد از وجود هرگونه چربی که کیفیت رنگ را تحت شعاع قرار دهد پاکمیشود.
زنگ زدایی: با استفاده از فرزکاری یا سمباده، هرگونه زنگ موجود روی ورق پاکسازی می گردد. در صورتی که حجم زنگ زدگی زیادباشد، می توان به میزان کنترل شده ای از اسید سولفوریک استفادهنمود.
فسفاته کاری: مرحله سوم از فرآیند رنگ کاری در ساخت تابلو برق، به امر فسفاته کاری اختصاص دارد. این کار سبب کاهش احتمال زنگ زدگی در سطح فلزمیشود.
عایق کاری: در پایان مراحل رنگ کاری بدنه تابلو برق، عایق کاری صورتمیپذیرد.
پس از اتمام فرآیند ساخت تابلو برق، کارشناسان کنترل کیفیت با پروتکل های تعریف شده اقدام به تست دستگاهمینمایند.
این تستها شامل بررسی ظاهری تابلو برق و انجام آزمایش های داخل کارخانهاست.
اگر نتیجه بررسیها حاکی از صحت کار تولید و مونتاژ باشد، دستگاه جهت بستهبندی و تحویل به واحد مربوطه ارسالمیشود.
قبل از شروع هر پروژه تابلو کنترل الکتریکی، باید درک روشنی از الزامات فرآیند تولید و استانداردهای ایمنی داشته باشید. این دانش شما را قادر می سازد مجموعه ای از شماتیک های الکتریکی و طرح بندی تابلوها را طراحی کنید که شامل تمام جزئیات لازم مانند نیازهای برق، مشخصات تجهیزات، انواع سیگنال و ویژگی های ایمنی است. طراحی تابلو برق در توضیح کلی به این صورت است که بعد از محاسبه تمام بارهای مصرفی جریان بار بدست آمده و متناسب با آن و نوع واحد مورد نظر از نظر موتوری روشنایی و غیره به انتخاب و سایز لوازم مورد نیاز داخل تابلو میپردازیم که هر کدام متناسب با جریان بار و ضرایب خاص خود سایز شده و تابلوی برق را می سازد.
طراحی باید توسط تیم فنی بررسی شود تا اطمینان حاصل شود که الزامات عملکرد، رتبه و ایمنی برآورده می شود. در طول بررسی طراحی، اطمینان از مطابقت پانل کنترل با تمام استانداردهای ایمنی الکتریکی قابل اجرا، مانند NFPA 70 (NEC)، NFPA 79 یا UL508A بسیار مهم است.
در زیر به معرفی و نحوه محاسبه اجزای تابلو برق با یک مثال میپردازیم:
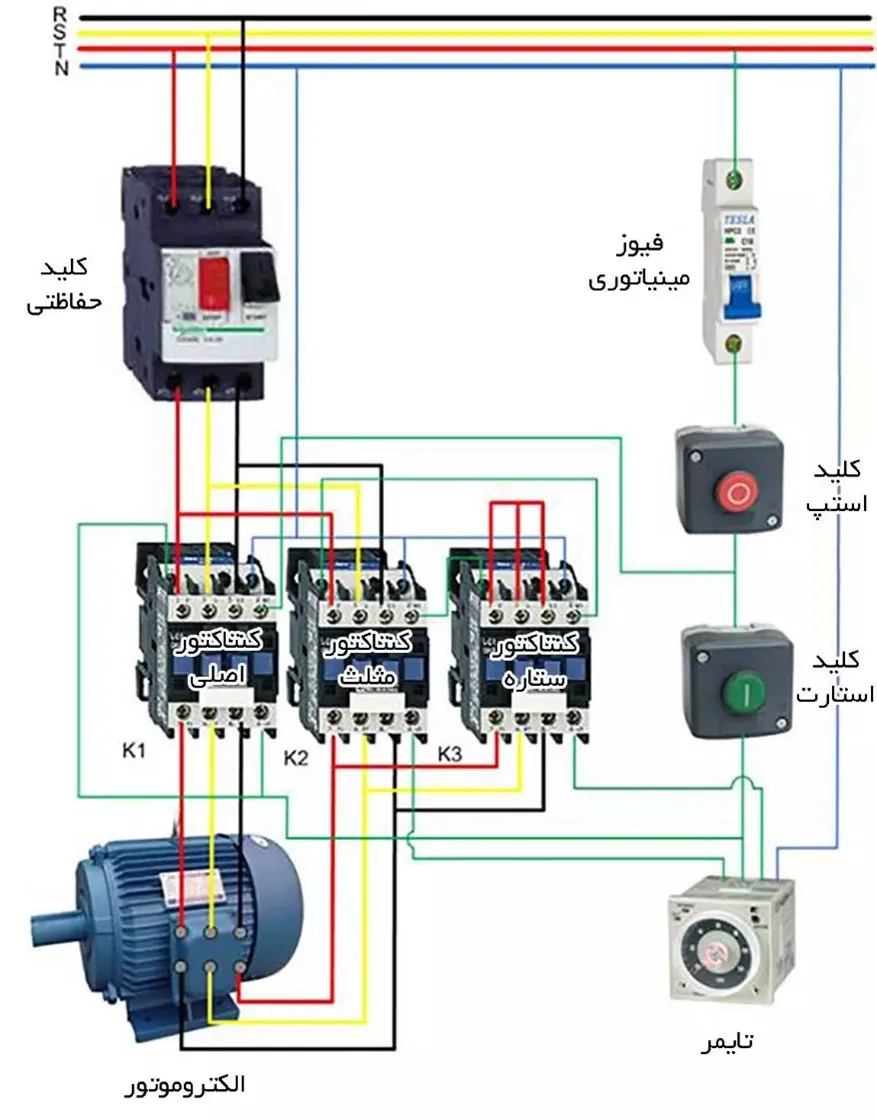
تابلو برق راه اندازی موتور40 کیلووات سه فاز به روش ستاره مثلث:
برای محاسبه جریان موتور از رابطه زیر استفاده می کنیم :
پس از بدست آوردن جریان موتور و روش راه اندازی آن لوازم محافظتی آن را سایز کرده تا ابعاد تابلو نیزبدست آید.
برای انتخاب کلید حفاظتی معمولا برای موتورهای بالای 30 کیلووات از کلید کمپکت استفاده میکنیم و برای انتخاب کلید کمکت معمولا جریان را ضرب در 1.7 و برای بدست آوردن رنج کنتاکتور ها و بیمتال جریان را در0.58 ضرب میکنیم . رنج کنتاکتور اصلی را به دلیل کلید زنی دوپله بالاتر از رنج جریان انتخاب میکنیم .برای راه اندازی ستاره مثلث معمولا برای تغییر سیم بندی از ستاره به مثلث از تایمر استفاده میکنیم. پس از طراحی مدار فرمان و انتخاب تمامی اجزا متناسب با ابعاد هر قطعه سایز تابلو ی اصلی بدست می آید.
پس از نهایی شدن طراحی، مرحله بعدی مونتاژ تمام اجزای لازم کنترل پنل است. به طور معمول، اجزای کنترل بر روی یک پانل فرعی نصب می شوند که در یک محفظه نصب می شود. طرح پانل فرعی در بسته طراحی شماتیک الکتریکی جزئیات مورد نیاز و مکان نصب آنها بر روی پانل فرعی را نشانمیدهد. بسیاری از اجزای کنترل بر روی ریل DIN با اندازه استاندارد نصب می شوند که سرعت نصب را افزایش می دهد. کانال سیم نیز بر روی پنل فرعی نصبشدهاست تا سیم کشی بین دستگاه ها به طور تمیز انجامشود. الزامات فاصله سازندگان باید رعایت شود تا اطمینان حاصل شود که دستگاه دارای فضای هوای مناسب در اطراف خود برای دفع گرما است. علاوه بر نصب قطعات بر روی پنل فرعی، برخی از قطعات مانند دستگیرههای قطع، تهویه مطبوع، دکمههای فشاری یا چراغهای پشته نیز روی محفظه نصب میشوند.
بعد از مونتاژ تمامی اجزا، مرحله بعدی سیم کشی کنترل پنل مطابق بسته شماتیک برق است. سیمکشی در شماتیکها نشان میدهد که یک سیم روی هر یک از اجزای کنترلی چه پایانهای قرارمیگیرد و همچنین سیم سنج مورد نیاز. رنگ سیم نیز مهم است زیرا نشان میدهد که سیم چه ولتاژی مانند 24VDC، 120VAC یا 480VAC دارد. رنگ سیم باید از استانداردهای قابل اجرا پیروی کند. علاوه بر این، به هر سیم یک برچسب منحصر به فرد داده می شود. این برچسب کمک می کند تا مطمئن شوید که سیم ها به درستی وصل میشوند و به تعمیر و نگهداری برای عیب یابی سیستم در صورت بروز مشکل پس از کارکرد پانل کنترل کمک می کند.
پس از نصب قطعات و سیم کشی، آخرین مرحله آزمایش و تایید تابلوی کنترل برق است. این مرحله حیاتی است زیرا پنل را برای هر گونه خطای سیم کشی، ویژگی های ایمنی و عملکرد آزمایش می کند. اولین گام در این فرآیند، آزمایش هر سیم برای تداوم نقطه به نقطه (“تست بوق”) در برابر شماتیک های الکتریکی است تا اطمینان حاصل شود که همه چیز مطابق با طراحی سیم کشی شدهاست. این یک مرحله حیاتی قبل از روشن کردن پانل است. هنگامی که تست بوق کامل شد، پانل را می توان به برق متصل کرد و روشن کرد تا اطمینان حاصل شود که همه اجزا به درستی روشن می شوند. هنگام کار با یک پنل زنده، همیشه ایمنی را در نظر داشته باشید و از رویههای ایمنی استاندارد مانند قفل کردن، پوشیدن دستکش و محافظ چشم پیروی کنید. پس از روشن شدن، یک چک لیست نهایی باید انجام شود تا تأیید شود که پانل معیارهای طراحی مانند برچسب های اطلاعاتی یا هشدار دهنده وجود دارد، میله های زمین به پانل چسبانده شده اند و غیره.
مونتاژ تابلو برقبرای فرستادن دیدگاه، باید وارد شده باشید.


نقد و بررسیها
هنوز بررسیای ثبت نشده است.